![[about:title]](/style/newbanner.jpg)
香煙熱收縮包裝機料鬥機構由(yóu)香(xiāng)煙定位器(qì)齒輪箱的輸出軸通過(guò)聯軸節 (18)傳動 (參見下圖)。
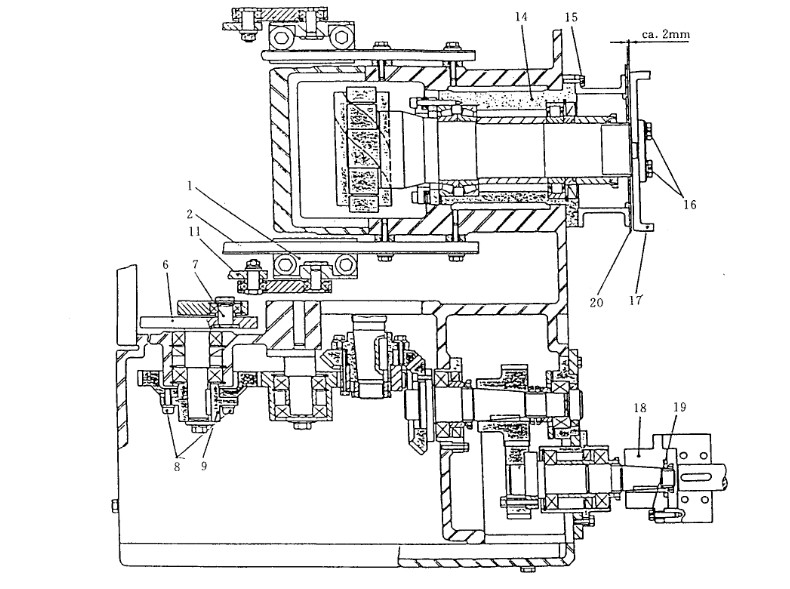
香煙熱(rè)收縮包裝(zhuāng)機料鬥機構(gòu)由料鬥齒輪箱、組煙模輪齒輪箱、煙支端(duān)部(bù)檢測齒輪箱、攪拌器齒輪箱(xiāng)、活動(dòng)小車和推煙排等幾部分(fèn)組成。nbsp; 由聯(lián)軸節(jiē)傳入的動(dòng)力在料鬥齒輪箱(xiāng)中被分成(chéng)兩路: 一路:聯(lián)軸節通過錐齒輪副將動力傳人組煙(yān)模(mó)輪齒輪箱,帶動齒(chǐ)輪箱內的馬式槽輪機構(gòu) (MANIFOLD),驅動組煙模輪作分度間歇旋(xuán)轉運動,並通過聯軸(zhóu)節將動力傳遞給煙支端部檢測齒輪(lún)箱 二(èr)路(lù):通過齒輪傳動偏心圓盤 (6)和(hé)連杆帶動軸 (12),使驅動臂 (11)推動推煙排在梯形軌道 (2)上作往複直(zhí)線運動 。 另外,通過聯接螺(luó)釘 (16)傳動裝在圓(yuán)盤(pán)上的凸輪(lún) (15)驅動活(huó)動(dòng)有機玻璃(lí)門作往複運動,以(yǐ)保證煙(yān)支在下煙通道中的整齊有序。 六角形(xíng)攪拌器由單的三相交流電機M3驅動。
(一) 香煙熱收縮包裝機料鬥機(jī)構定(dìng)時調整
由香煙定位(wèi)器齒輪箱輸出軸傳來的扭矩通(tōng)過聯軸節傳動整(zhěng)個香煙料鬥機構,鬆開聯軸節即可調整整個香煙料鬥機構總(zǒng)成的定時。注意:機構總成的定時調(diào)整將(jiāng)會改變(biàn)香煙料鬥機構中各個(gè)部件的定時。機構總成定(dìng)時的調整(zhěng)以組煙模輪的定時為基(jī)準。
(二)馬式槽輪機構定時調整
由香煙料鬥齒輪箱內錐齒(chǐ)輪副驅動的馬式槽輪(lún)機構(MANIFOLD)帶動組煙模輪作分度間歇旋(xuán)轉運動。馬式槽(cáo)輪機構的定時可通過鬆開聯(lián)軸節夾緊螺(luó)釘 (19)進行調整。
注意:調整聯(lián)軸節將會改變整個機構的定時(shí)。
1.盤車至 6000
2.鬆開螺釘 (19)
3.轉動法蘭盤 (18)使組煙模輪由運(yùn)動剛好趨向靜止。
4.上緊螺釘 (19)
(三(sān))馬式槽輪機構安裝調整
馬式槽輪機構 (MANIFOLD)裝在偏心(xīn)襯套(tào) (14)內,鬆開螺釘 (15),轉動偏心
襯套 (14)即可調整(zhěng)馬式槽輪機構兩個相關部件的相對位置。
注意:馬式槽輪機構應嚴(yán)格按照 “雙停頓”凸輪的要求調整,非熟練的修理人員不(bú)
能進行調整。否則(zé)將導致損壞機件(jiàn) (出廠時已調整好,不能輕(qīng)易進(jìn)行調整)。
(四)組煙模輪定位調(diào)整
由馬式槽輪(lún)機構(gòu)驅動的組煙模輪將完成煙束的分度間歇旋轉輸(shū)送(sòng)。
組煙模(mó)輪和馬式槽輪機構通過螺釘 (16)相連。
1.鬆開螺釘(dìng) (16)
2.用標準塊調整組煙模(mó)輪 (17),以保證組煙模(mó)輪的模盒和香煙導(dǎo)板軌道平齊。
3.上緊螺釘 (16)
中(zhōng)藥丸包(bāo)裝機雙(shuāng)單片機智(zhì)能控製係統
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865