![[about:title]](/style/newbanner.jpg)
350型硬盒包裝機是我國從德國佛克(FOCKE)公司引(yǐn)進的具有20世紀90年代先進水平的硬盒包(bāo)裝設備。主要(yào)由350型硬盒包裝(zhuāng)機、802自(zì)動儲煙櫃、401小包薄膜包裝機和408條盒包(bāo)裝機等幾大部分組成(chéng)。
350型硬盒包裝機由上遊的自動翻盤機或者香煙進料係統實現煙支的輸人供料。當煙支通過六角形(xíng)攪拌器均勻(yún)地(dì)進人(rén)機(jī)器的雙腔式香煙料鬥(dòu)後(hòu),由推煙排將其從(cóng)左右(yòu)兩(liǎng)個導向葉片以6-7-7或者 7-6-7的排列形式推人組煙模輪內(nèi)。組煙模輪內的煙支檢測器檢查它(tā)們的數量和質(zhì)量,缺嘴和空頭的煙(yān)束由移位寄存器記錄、處理並後從機械出口排出。馬式槽輪機構 (MANIFOLD)驅動組煙模輪作分度間歇旋轉運動,將煙束向下輸送。
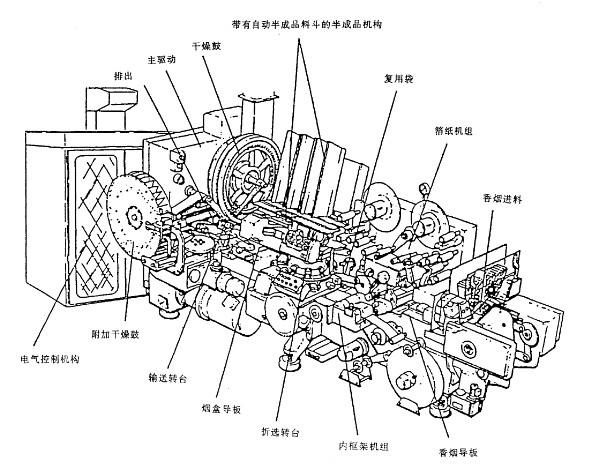
煙束由連續運行(háng)的推進(jìn)器從組煙模輪內推出,進人香煙導板並進行(háng)校齊和排檢查後送人往(wǎng)複槽。
通過壓花輥(gǔn)壓花(huā)後的鋁箔紙由一對牽引輥送人鋁箔(bó)紙剪切機組,一個雙刀片剪切輥(切斷刀和拉頭刀)將(jiāng)鋁箔紙按預定(dìng)長度切斷。並由真(zhēn)空吸輥向下輸送。往(wǎng)複槽上(shàng)的活動小車保護著的煙束 (保護煙支端頭(tóu)不致損壞)由推進器(qì)推著對準吸(xī)輥上切割(gē)好的鋁箔(bó)紙。
經往複槽預折過的鋁箔紙(zhǐ)包裹著煙束,在通過折疊犁後,鋁箔紙將煙束包裹成(chéng)"U”形,並折好側麵封(fēng)口。在折疊犁的出口處,煙包連同白卡機構剪切成型的白卡紙一(yī)起放人加速運行的第(dì)二往複槽內,使(shǐ)煙包脫離推進器。在第二往複槽內完成鋁箔(bó)紙的、底折疊,隨後煙包被送(sòng)人模輪盤的模盒內。模輪盤的模(mó)盒上已預先放好了折成 “L”形的小盒,煙包就放在(zài) “L”形小盒內。小盒(hé)由小盒料鬥供料,通過小盒機(jī)組完(wán)成塗膠(jiāo)和日(rì)期(qī)打印,後由拍板壓(yā)人模輪盤的模盒內。
裝有煙包的小盒(hé)在模輪盤的帶動下通過 4個折(shé)疊點,在除外側蓋(gài)片未折,其餘部分全部(bù)成型時(shí)由第(dì)二推進器將(jiāng)其拖離模輪盤。第二推進器推動下(xià)的煙盒由(yóu)大膠輥在外側(cè)蓋片上塗上份量精確的冷凍膠。
塗有(yǒu)膠水的煙盒由提升機從第二推進(jìn)器上拾起,送人輸送折疊模輪完成煙盒側麵蓋片的折疊,煙盒的幾何(hé)形狀由煙盒定位器嚴格(gé)控製,防止側麵折疊出錯。保證了煙盒的折疊成型質量(liàng)。移位寄存器(qì)記錄(lù)的(de)有缺陷的煙包由可編程控製器 (PLC)通過電磁閥操作氣缸抑止提升機動作,第二推進(jìn)器將其(qí)從機械出口排出。
煙盒由推進器(qì)從輸送(sòng)折疊(dié)模輪送人帶加熱(rè)器和壓緊裝置的旋轉幹燥鼓,在幹燥鼓中充分(fèn)加熱(rè)定(dìng)型的煙盒旋(xuán)轉一周(zhōu)後,由推動器推(tuī)出送(sòng)人排放皮帶上。
排放皮帶將煙(yān)包送入附加(jiā)幹燥鼓內,在附加(jiā)幹燥鼓(gǔ)中成四包一組的煙盒完成後的膠幹和定型後送人下遊機器。
相關文章:半自動定量包裝機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865