![[about:title]](/style/newbanner.jpg)
這篇文章就是主要介紹包裝機械(xiè)設備的成型器、牽(qiān)拉供送薄膜、切斷卷(juàn)筒包裝材料機(jī)構的結構組成。
1、成型器機構
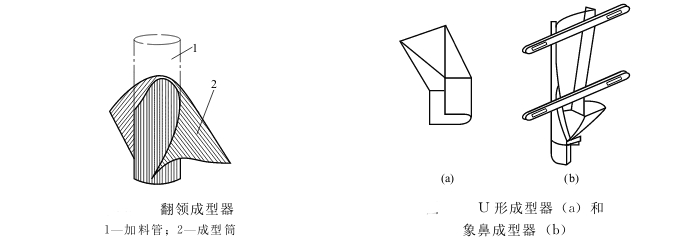
(1)翻成型(xíng)器:其由外表為翻狀,內(nèi)表麵為(wéi)圓形(xíng)或方(fāng)形的工作曲麵組成。用於平張搭接縱封三麵封口扁平袋成型。薄(báo)膜由(yóu)後一根導輥引入,經(jīng)翻曲麵滑入(rù)加料管1和成(chéng)型筒2的間隙(xì)間,在這一過(guò)程中,薄(báo)膜自(zì)然卷合成圓筒狀(zhuàng)。
(2)三角板成型器:利用成型器形狀,迫(pò)使平張薄膜對折成型,由銳角三角板與(yǔ)U形立杆 (或平行輥)連接在基板上而成,用於對接縱封三麵或(huò)四(sì)麵封口成(chéng)型。
(3)U形成型器:其成型原理同(tóng)三角板成型器,由三角板和其圓(yuán)滑連接的U形(xíng)導槽及側向導板組成,是三角(jiǎo)板成型器的(de)變異形式。單膜(mó)受力情況適用袋形規格與應用範圍均優(yōu)於三角板成型器。
(4)象鼻成型器:兼備翻和三角板成(chéng)型器的工作原理,是U形成型器的(de)改進型。象鼻成型器兩邊都帶有護邊,目的是防止成型器曲(qǔ)麵過長而導致薄膜貼合不良跑偏,影響翻折製袋,用於單張單膜對接縱(zòng)封三麵封(fēng)口扁平袋(dài)成型。其運動阻力小,充填距離短,對材料適應性強,設計、製(zhì)造較易,但不能適(shì)應袋形規格變化,相同袋形(xíng)規格的結構(gòu)尺寸較翻成型器大,多用於立式包裝機。
(5)V形成型器(qì):它是平張(zhāng)單膜對合成型器的形式之一(yī),由V形缺口導板、導(dǎo)輥和雙道縱封輥組(zǔ)成。適用於四麵封口扁平袋成型(xíng),對材料和袋形規格的適應性強(qiáng),運動阻(zǔ)力小,常用於(yú)立式包裝機或單位小(xiǎo)包裝。
(6)截取成型(xíng)器:通常由封底(dǐ)器(qì)、截切裝置、牽引導(dǎo)輥等構件組成,可有多種(zhǒng)結(jié)構組合方式。用於筒狀單膜橫封二麵封口扁平袋成型。常用於製袋-充填-封口機的(de)聯動(dòng)裝置。
2、薄膜牽拉供送機構
(1)膠輥式(shì)拉膜機構(gòu):這種機(jī)構結(jié)構(gòu)較簡單,由(yóu)傳動係統(tǒng)控製主動齒輪轉動,從而帶動拉膜輥和壓緊輥完成拉膜。其袋長的控製和調整主要通過控(kòng)製主動齒輪的轉動角度完成。該機構一般不采用光電控製裝置控製袋長,主要應用在全自動液體軟包裝機中。
(2)滾輪式拉膜機構:這種拉膜機構靠(kào)一對滾輪的對滾,利用滾輪與(yǔ)包裝材(cái)料之間的摩擦力進行拉膜。滾輪的驅動方式有凸輪(lún)擺動式(shì)、離合製動式和步進電機式(shì)等幾種。
(3)真空抱環拉膜機構:真空(kōng)抱環裝在(zài)翻式成型(xíng)器(qì)下麵(miàn)、充填管外側,通過抱環上下運動和(hé)真空的吸附(fù)與釋放而完(wán)成(chéng)拉膜(mó)。在機械機構作用下,抱環始終沿(yán)充填管上下往(wǎng)複運(yùn)動,當抱環運行至料筒上端時,抱環內被抽真空,使充填(tián)管外部的薄膜與抱(bào)環內壁緊緊地吸附在一起,此時抱環下行將薄膜一起拉下,同時送膜輥(gǔn)送膜以減小拉力。
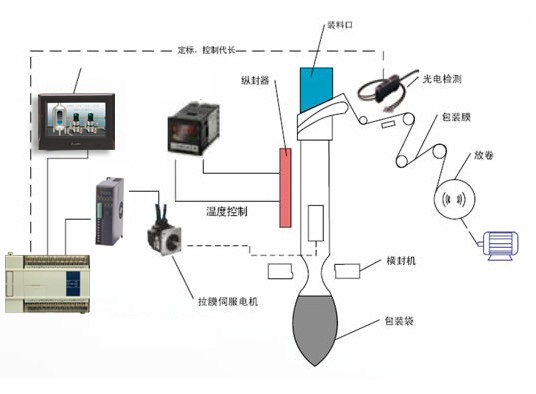
(4)氣動式拉(lā)膜機構 參見圖中橫向熱封器,該拉膜(mó)機構一般具有三種功(gōng)能,即(jí)完(wán)成上下拉袋、在拉袋過程中完成(chéng)橫封以及封口後切斷。
(5)同步齒形帶(dài)式拉膜機構 該機構是在充填筒兩側對稱安裝兩(liǎng)組同步齒形帶,齒形帶轉動時靠摩擦完(wán)成拉膜(mó)。同步齒形帶與充填筒和薄膜之間的壓力可由彈簧或氣提供。
3、卷筒包裝材料的切斷機(jī)構
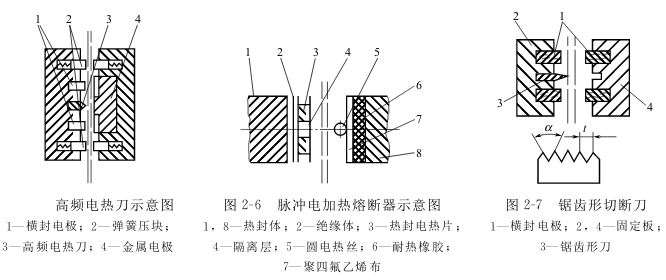
卷筒包裝材料的切斷方式有熱切和冷切兩類,一般切斷和橫封是同時完成的。熱切有高頻電熱刀和脈衝(chōng)電(diàn)加熱熔斷兩種,冷切用鋸齒形(xíng)切斷刀。
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865